
服務(wù)熱線(xiàn)
13702918602

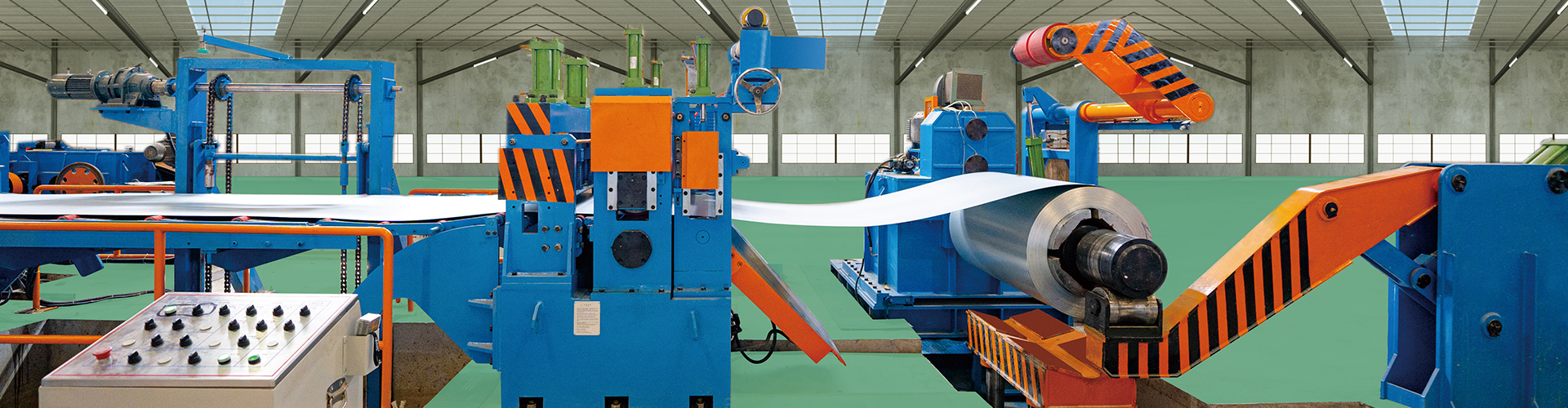
中文名:分條機(jī)
分條用途:將帶材縱切成若干所需規(guī)格帶條
底座由型鋼和鋼板焊接而成,定性處理;
固定牌坊,,1件;活動(dòng)牌坊,,1件;鋼板焊接而成,,時(shí)效處理,、鏜床精密加工;
活動(dòng)牌坊手動(dòng)移動(dòng);滑座材料:QT600;刀軸升降輪蝸桿副同步升降,,手輪手動(dòng)微調(diào),,升降往返精度不大于0.03mm;
刀軸:直徑φ120mm(h7),,刀軸有效長(zhǎng)度:650mm,分條機(jī)生產(chǎn)廠(chǎng)家,, 鍵寬16mm;材料40Cr鍛打,,調(diào)質(zhì)HB240∽260,粗加工,,中頻處理,、研磨、鍍硬鉻,,再研磨;刀軸跳動(dòng)不大于0.02mm,,軸肩跳動(dòng)不大于0.01mm。(刀軸規(guī)格根據(jù)機(jī)型匹配尺寸)
刀軸轉(zhuǎn)動(dòng)由萬(wàn)向聯(lián)軸節(jié)(2條),、同步齒輪箱,、動(dòng)力由AC15KW變頻調(diào)速傳動(dòng)(電機(jī)功率進(jìn)行匹配)。同步齒輪箱:鋼板焊接,,經(jīng)定性處理,,鏜床精密加工軸承孔,齒輪采用40Cr鍛打,,調(diào)質(zhì)HB247∽278,,淬火HRC38∽45。
刀軸鎖緊:螺母鎖住刀具,,左右旋螺母各1個(gè);
刀片直徑:ф240mm(刀軸實(shí)際尺寸匹配),。



工作原理
1.恒張力控制原理
對(duì)于收放卷過(guò)程中恒張力控制的實(shí)質(zhì)是需要知道負(fù)載在運(yùn)行當(dāng)中卷徑的變化,由于卷徑變化,,導(dǎo)致為了維持負(fù)載的運(yùn)行,,分體機(jī)需要電機(jī)的輸出轉(zhuǎn)矩要跟著卷徑的變化而變化。對(duì)于V系列變頻器而言,,由于能夠做轉(zhuǎn)矩控制,,因此能夠完成收卷恒張力的控制。V系列變頻器提供了三路模擬量輸進(jìn)端口,,AUI,、AVI、ACI,。這三路模擬量輸進(jìn)口能夠定義為多種功能,,因此,可以任選一路作為轉(zhuǎn)矩給定,,另外一路作為速度限制,。0~10v對(duì)應(yīng)變頻器輸出0~電機(jī)額定轉(zhuǎn)矩,這樣通過(guò)調(diào)整0~10v的電壓就能夠完成恒張力的控制,。而杜宇分條機(jī),,計(jì)算卷徑的部分是通過(guò)張力控制器來(lái)計(jì)算的,當(dāng)然用PLC架構(gòu)來(lái)實(shí)現(xiàn)也是沒(méi)有題目的,。也就是說(shuō),,可以通過(guò)在人機(jī)或文本上設(shè)定張力,通過(guò)PLC計(jì)算卷徑,,T=F*D/2,,所以可以算出需要電機(jī)輸出的轉(zhuǎn)矩大小,通過(guò)模擬量輸出接到V系列變頻器的轉(zhuǎn)矩給定端就可以了,。


2.同步轉(zhuǎn)速計(jì)算
由于我們知道變頻器工作在低頻時(shí),,分條機(jī)交流異步電機(jī)的特性不好,導(dǎo)致轉(zhuǎn)矩低而且分線(xiàn)性,,因此在收卷的整個(gè)過(guò)程中要盡量避免收卷電機(jī)工作在2HZ以下,。因此收卷電機(jī)有個(gè)較低速度的限制。對(duì)于四級(jí)電機(jī)而已其同步轉(zhuǎn)速計(jì)算如下:n1=30f1/p=n1=1500r/min=2HZ/50HZ=N/1500=N=60rpm/min
(f1為額定頻率,,p為極對(duì)數(shù),,n1為同步轉(zhuǎn)速)
3.限速運(yùn)行
當(dāng)達(dá)到較大卷徑時(shí),可以求出收卷整個(gè)過(guò)程中運(yùn)行的低速:
V=π*D*n/i=Vmin=3.14*1.2*60/9=25.12m/min
張力控制時(shí),,分條機(jī)要對(duì)速度進(jìn)行限制,,否則會(huì)出現(xiàn)飛車(chē),全自動(dòng)分條機(jī),,因此要限速運(yùn)行,。
4.張力與轉(zhuǎn)矩的計(jì)算
假如F*D/2=T/i(F--張力,,D--卷徑,T--轉(zhuǎn)矩,,i--減速比),,=F=2*T*i/D對(duì)于3.7KW的交流電機(jī),其額定轉(zhuǎn)矩的計(jì)算如下:T=9550*P/n=T=24.88N.m所以Fmax=2*24.88*9/0.6=74.64N(T--電機(jī)的額定轉(zhuǎn)矩,,P--電機(jī)的額定功率,,n==電機(jī)的額定轉(zhuǎn)速)
結(jié)構(gòu)特點(diǎn)分條機(jī)生產(chǎn)線(xiàn)主要由:上料小車(chē)、開(kāi)卷機(jī),、校平機(jī),、縱剪機(jī)、廢邊收卷機(jī),,張緊機(jī),、收卷機(jī)、卸料裝置等組成,。





分切機(jī)操作流程如下:
分切機(jī)操作流程一 ,、開(kāi)機(jī) 1、開(kāi)電氣隔離開(kāi)關(guān)(設(shè)置在電控制柜前),,按EMERCENCY STOP RESET及READY TO RUN 按鈕,,分條機(jī)視頻,鑰匙打開(kāi)MACHINE 到 RUN (主操臺(tái)上)檢查電壓(380V),、電流是否正確,、穩(wěn)定; 2,、 打開(kāi)液壓系統(tǒng)電源開(kāi)關(guān)(設(shè)置在主液壓驅(qū)動(dòng)架上),,檢查主液壓驅(qū)動(dòng)系統(tǒng)油位及壓力表顯示是否正確、穩(wěn)定,; 3,、 打開(kāi)氣動(dòng)截流閥(設(shè)置在氣動(dòng)控制柜下進(jìn)氣管上),檢查氣壓是否正確(不小于6.0bar ),、穩(wěn)定,。 分切機(jī)操作流程二、 設(shè)定控制 1,、照分切計(jì)劃單安排的薄膜類(lèi)型,、厚度、長(zhǎng)度,、寬度等設(shè)置分切菜單,; 2、從PDF中提起相應(yīng)的BOPP膜檔案; 3,、設(shè)定相應(yīng)規(guī)格膜的收卷長(zhǎng)度,、寬度; 4,、 選擇相應(yīng)的收卷工位,,調(diào)整好壓輥臂及壓輥,安裝好相應(yīng)規(guī)格的紙芯,。 分切機(jī)操作流程三、上料,、穿膜及接膜 1,、 上料:按照分切計(jì)劃單要求,依照行車(chē)操作規(guī)程,,根據(jù)實(shí)際情況,,在時(shí)效架 上勾取相應(yīng)的母卷,根據(jù)電暈面的內(nèi)外選擇方向放在分切機(jī)放卷架上,; 2,、 穿膜:當(dāng)分切機(jī)上無(wú)膜時(shí),須進(jìn)行穿膜,。 3,、 接膜:當(dāng)分切機(jī)上有膜,換卷接頭時(shí),,利用真空接膜臺(tái),,先將接膜臺(tái)啟動(dòng)到工作位置,人工把分切機(jī)一牽引輥上的膜展平并開(kāi)動(dòng)上部真空泵吸膜,。
分切機(jī)操作流程四,、 開(kāi)機(jī)運(yùn)行改好規(guī)格,內(nèi)外側(cè)收卷臂上好紙芯,,壓輥處于運(yùn)行準(zhǔn)備狀態(tài)時(shí)通知所有人員離開(kāi)機(jī)器,,準(zhǔn)備運(yùn)行; 將主操作臺(tái)上ANTI-STAIC BARS置于A(yíng)UTO,, READY TO RUN 開(kāi)通,,啟動(dòng) MACHINE RUN 開(kāi)機(jī)運(yùn)行; 分切機(jī)操作流程五,、 分切控制 在分切運(yùn)行過(guò)程中,,認(rèn)真監(jiān)控觀(guān)察運(yùn)行分切效果,對(duì)分切速度,、放卷張力,、接觸壓力及弧形輥、邊料牽引輥、導(dǎo)邊等進(jìn)行適當(dāng)調(diào)節(jié)控制,。
我們大家在操作分切機(jī)的時(shí)候,,我們都應(yīng)該按照上面的流程來(lái)進(jìn)行操作,正確操作分切機(jī)才是我們大家都需要掌握的,。







鋁板縱剪機(jī)縱橫剪自動(dòng)生產(chǎn)線(xiàn)是目前制造類(lèi)企業(yè)中廣泛使用的設(shè)備,,適用于家用電器、汽車(chē),、集裝箱,、造船等金屬板料加工行業(yè)。為了使生產(chǎn)線(xiàn)具有較高的自動(dòng)化水平,,能夠更好的滿(mǎn)足板料加工的需求,,開(kāi)發(fā)研制了高性能的控制系統(tǒng)。
鋁板縱剪機(jī)廠(chǎng)家佛山泓眾機(jī)械有限公司本生產(chǎn)線(xiàn)由上料小車(chē),、開(kāi)卷機(jī),、校平機(jī)、擺橋,、送料機(jī),、縱剪機(jī)、廢邊卷取機(jī),、橫剪機(jī),、輸送帶、排料架,、堆垛臺(tái)等部分組成,,能夠完成對(duì)金屬卷料的開(kāi)卷、校平,、送料,、剪切(包括橫剪、縱剪)以及堆垛等操作,。其控制系統(tǒng)由PLC,、觸摸屏、變頻器以及交流伺服等組成,,可實(shí)現(xiàn)高可靠性,、高效率和高精度的控制。鋁板縱剪機(jī)廠(chǎng)家佛山泓眾機(jī)械有限公司選用三菱FX2N系列PLC作為控制器,,使用歐姆龍變頻器3G3RV驅(qū)動(dòng)校平機(jī)來(lái)校平板料,,選用倫茨的伺服驅(qū)動(dòng)器EVS9327-EP驅(qū)動(dòng)送料機(jī)實(shí)現(xiàn)精度送料,使用威綸的觸摸屏MT510作為人機(jī)界面進(jìn)行參數(shù)設(shè)定及生產(chǎn)過(guò)程監(jiān)控,??刂葡到y(tǒng)設(shè)置了普通,、單動(dòng)和聯(lián)動(dòng)三種工作方式。普通,、單動(dòng)方式用于設(shè)備調(diào)試及聯(lián)動(dòng)前的各項(xiàng)準(zhǔn)備操作,,一切正常后可轉(zhuǎn)于聯(lián)動(dòng)方式,從而實(shí)現(xiàn)生產(chǎn)線(xiàn)的全自動(dòng)運(yùn)行,。系統(tǒng)設(shè)計(jì)時(shí),,從硬件、軟件上采取各種安全措施,,分條機(jī),,充分保證人機(jī)安全??刂葡到y(tǒng)自投入使用以來(lái)運(yùn)行平穩(wěn),,實(shí)踐證明,該系統(tǒng)操作簡(jiǎn)便,,性能可靠,準(zhǔn)確性高,,精度可達(dá)1米±0.1毫米,,完全滿(mǎn)足生產(chǎn)工藝的要求,提高了生產(chǎn)效率和經(jīng)濟(jì)效益,。
鋁板縱剪機(jī)廠(chǎng)家佛山泓眾機(jī)械有限公司是對(duì)金屬卷板進(jìn)行開(kāi)卷,、校平、剪切,、垛料打包的板材加工生產(chǎn)線(xiàn)設(shè)備,,由上料車(chē)、開(kāi)卷機(jī),、引料機(jī),、粗校機(jī)、飛邊機(jī),、測(cè)量裝置,、橫剪機(jī)、縱剪機(jī),、精校機(jī),、垛料機(jī)、夾送輥道和活套裝置等組成,。




掃一掃手機(jī)網(wǎng)站







 在線(xiàn)客服
在線(xiàn)客服 13702918602
13702918602
