
服務(wù)熱線
13702918602




分條機(jī)廠家從優(yōu)點(diǎn)方面和制作方面來分析分條機(jī),。
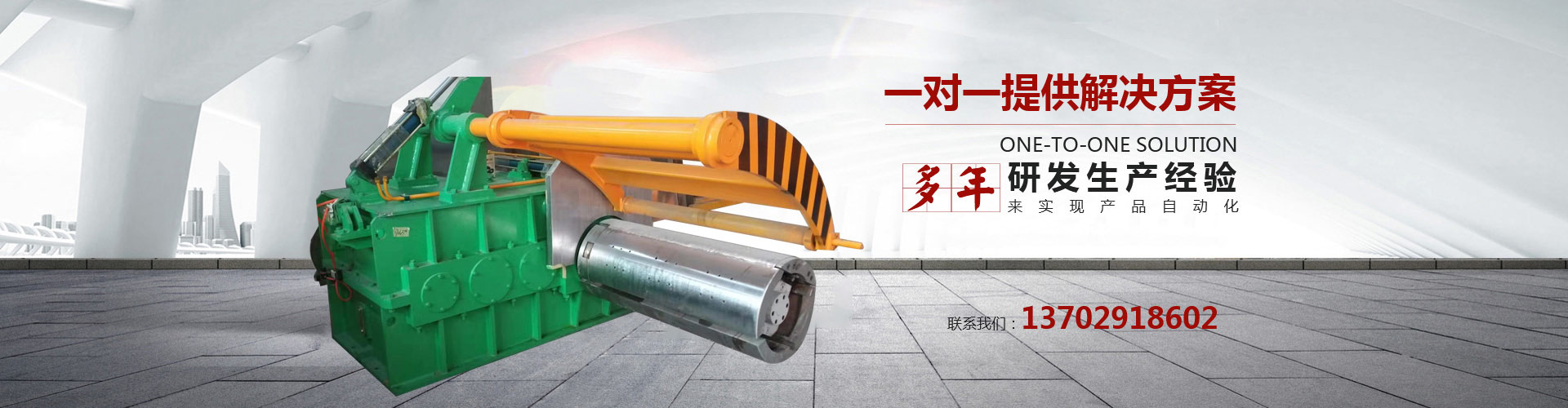
從優(yōu)點(diǎn)方面分析:分條機(jī)有獨(dú)特的整體機(jī)型設(shè)計(jì),,結(jié)構(gòu)簡潔,,先進(jìn)合理,,堅(jiān)固耐用,,并適合用于1. 8m~4m幅寬的分切機(jī),;收卷采用獨(dú)一臂無軸中心收卷方式,,并配置獨(dú)一接觸輥,適用大卷徑,、高速度分切,較大速度達(dá)到600m/min,,且運(yùn)行平穩(wěn),,安全可靠;硬件配置精良,,采用世界新技術(shù)的新產(chǎn)品,,驅(qū)動與控制采用先進(jìn)的數(shù)控技術(shù),觸摸屏操作,以實(shí)現(xiàn)高精度,、高可靠性的要求先進(jìn)的張力控制方式和功能,,使張力控制精度高、可調(diào)范圍廣,,并實(shí)現(xiàn)對每一個收卷電機(jī)及接觸輥進(jìn)行獨(dú)一控制,,保證成品質(zhì)量;采用獨(dú)特設(shè)計(jì),,保證機(jī)器操作簡便快捷,,對原材料的適應(yīng)性好,適合分切BOPP,、BOPET,、BOPS、BOPA,、CPP,、PE、PVC及復(fù)合膜,、金屬化膜等,。
從制作方面分析:采用多軸多刀設(shè)計(jì),可以多個尺寸同時進(jìn)行裁切,。卷膜夾緊定位采用氣脹軸,,受力平衡均勻,不變形,。張力控制(選配)采用磁粉制動器加張力控制儀準(zhǔn)確控制,。
分條機(jī)能夠提高了機(jī)器工作性能,使機(jī)器在高速運(yùn)轉(zhuǎn)中更趨穩(wěn)定,,操作方便,,安全可靠,耐用性強(qiáng),,鋼材分條機(jī),,減輕了勞動強(qiáng)度。我國為了更好的發(fā)展,,非常重視這樣一塊,。因?yàn)榉謼l機(jī)將直接影響產(chǎn)品的質(zhì)量之一。




從目前的發(fā)展來看,,人們對于金屬帶材裁切的精密度要求越來越高,,并且愿意為此承擔(dān)較高的加工費(fèi)用。因而這也就意味著未來對于分條機(jī)設(shè)備以及刀具的性能要求更加嚴(yán)格,。以冷板為例,,在利用分條機(jī)進(jìn)行裁切的過程中,,不同厚度的板材在剪切加工時所需要的成本不同。
事實(shí)上,,作為鋼材加工配送中心,,利用優(yōu)質(zhì)的分條機(jī)設(shè)備加工出來的高精度帶材不僅能夠滿足用戶對質(zhì)量的要求,同時也會給企業(yè)自身帶來可觀的經(jīng)濟(jì)效益,。 接下來我們就結(jié)合以往多年的生產(chǎn)經(jīng)驗(yàn)來和大家分析一下關(guān)于影響設(shè)備加工質(zhì)量的諸多因素,。
首先要簡單了解一下分條機(jī)設(shè)備剪斷加工方面的基礎(chǔ)知識。大家應(yīng)當(dāng)知道,,其實(shí)綜合剪斷加工的過程來分析的話,,可以根據(jù)材料被加工過程的變化,主要將其劃分為4個階段,,同時被加工材的斷面主要是由4個部分構(gòu)成,。
其次來了解一下關(guān)于薄鋼帶分條機(jī)設(shè)備刀具裝配形式。事實(shí)上,,刀具的正確裝配是有效發(fā)揮刀片性能的重要因素,。縱剪分條圓盤刀具組合有多種方式,,在實(shí)際生產(chǎn)中可以根據(jù)實(shí)際需要進(jìn)行選擇,。選擇適合的刀具不僅可以使得剪切在平衡、穩(wěn)定的狀態(tài)下進(jìn)行,。而且可以使鋼帶左右兩邊剪斷方向一致,,可避免剪切后薄鋼帶扭曲。
較后還要注意關(guān)于分條機(jī)設(shè)備刀片間隙的設(shè)定,。結(jié)合生產(chǎn)經(jīng)驗(yàn)來分析,,其實(shí)刀片的間隙和被剪切材料的厚度,強(qiáng)度有著非常密切的關(guān)系,。其實(shí)在進(jìn)行剪切的過程中,,分條機(jī)設(shè)備的刀具并不是完全的將被剪材料剪斷,而是部分被剪斷,,另外一部分是被拉斷,,這樣可以保持較好的剪切質(zhì)量。










在利用分條機(jī)對一些薄板材料進(jìn)行剪切的過程中,,由于很多因素的影響,,因而可能會導(dǎo)致產(chǎn)品加工出現(xiàn)一些異常的問題。接下來,,我們就針對這些問題來為大家進(jìn)行簡單的介紹,,希望能夠幫助大家更好的使用分條機(jī)設(shè)備,提高產(chǎn)品質(zhì)量,。
在實(shí)際生產(chǎn)中,,由于某些因素影響,可能會導(dǎo)致分條機(jī)設(shè)備所剪切的鋼卷形狀出現(xiàn)一些異常,,比如塌卷,。比如在剪切分條后,鋼卷自卷筒取出時鋼卷崩塌呈橢圓形,,之所以會出現(xiàn)這樣的情況,,其主要原因是由于卷取時張力不足所引起,或者是由于鋼帶表面有防銹油,,層與層之間無法形成足夠的磨擦力,。
另外一種異常的情況就是鋼卷邊緣度不理想。事實(shí)上,,在分條機(jī)設(shè)備運(yùn)行中,,出現(xiàn)這種情況的原因包括很多方面:首先,可能是由于張力不良而產(chǎn)生收料不齊開始卷取時張力較弱,,而卷取終了前張力較強(qiáng)時較易發(fā)生,。提高開始卷取時的張力,并降低終了時的張力可防止此一現(xiàn)象的發(fā)生,。
第二個原因可能是由于在卷曲過程中,,由于張力大小不一,因而導(dǎo)致收卷不齊,。鋼帶頭端切斷時,,直角度不良或鉗口咬入鋼帶頭部時直角度不佳,因而產(chǎn)生張力不均勻,。在卷取卷筒上,,鋼卷卷一圈后,先確認(rèn)分條帶是否緊密貼于卷筒表面,,然后再開始操作,。第三個原因則可能是由于分條機(jī)設(shè)備活套坑內(nèi)鋼帶左右晃動產(chǎn)生收料不齊。
除此之外,,對于這種情況,,還可能是由于分條機(jī)設(shè)備剪切時出現(xiàn)了較多的毛刺,因而導(dǎo)致收料不齊,。對窄鋼帶由于剪切毛刺較大或兩邊毛刺不一致而產(chǎn)生,。將雙面毛刺向上的鋼帶在活套坑內(nèi)翻面,使毛刺向下,,可有效防止這種情況,。

掃一掃手機(jī)網(wǎng)站







 在線客服
在線客服 13702918602
13702918602
