
服務(wù)熱線
13702918602







整平機(jī)又名開平機(jī)、平板機(jī),、校平機(jī),、糾正機(jī)、矯直機(jī),。
整平工藝的發(fā)展進(jìn)程:
1,、錘子和火焰
一種傳統(tǒng)的矯平工藝,。選用這種工藝時(shí),,先加熱工件,然后選用錘子將其“敲平”,。此類矯平工藝非常費(fèi)時(shí),并且操作者還需要具有許多經(jīng)歷堆集,。
2,、卷板機(jī)
某些鈑金加工人員運(yùn)用卷板機(jī)來消除較大的平坦度缺點(diǎn)。雖然這種應(yīng)急計(jì)劃帶來了明顯的改進(jìn)效果,,整平機(jī)廠家,,但材料中的內(nèi)應(yīng)力卻沒有得到消除。關(guān)于較寬的鈑金件來說,,操作起來好不容易,,并且,矯平一件工件所需時(shí)刻一般都要超越25分鐘,。
3、壓力矯直機(jī)
與選用卷板機(jī)相似,,很費(fèi)時(shí)刻,。常常用于厚度超越60毫米的鈑金件。選用此工藝矯平一件工件所需時(shí)刻也常常高達(dá)20分鐘,。
4,、輥式矯平機(jī)
選用輥式校平機(jī)可快速方便地矯平板材。這類機(jī)器常常被用于矯平厚度為0.5至60毫米的激光切開件和火焰切開件,。關(guān)于矯平質(zhì)量要求較低的零件,,選用機(jī)械輥式校平機(jī)就能迅速解決問題。但假如要求較高,,整平機(jī),則常常有必要選用矯平機(jī)對鈑金件進(jìn)行5至6次矯平。
5,、伺服液壓精細(xì)矯平機(jī)
伺服液壓精細(xì)矯平機(jī)是專門為較高要求的矯平操作規(guī)劃的,。矯平輥得到了較好程度的支承,相互之間有著很小的距離,。集成的矯平空隙調(diào)整裝置保證矯平空隙在整個(gè)矯平工序期間保持恒定,,包含零件橫截面發(fā)生變化時(shí)。即使是那些難以矯平的焚燒切開件也不在話下,,僅需數(shù)分鐘就可以讓它變得平坦且簡直無應(yīng)力,。
6、輥式矯平工藝
選用輥式矯平常,,一塊板材將先后通過接連多次的交變曲折,。
從輥式矯平機(jī)的入口至出口,,1交織擺放著各組矯平輥,。
這樣,在兩個(gè)相對的矯平輥中一直有一個(gè)輥為下壓輥,。
從排一個(gè)矯平輥至出口處,交變曲折程度逐漸削弱,。
曲折進(jìn)程相似一個(gè)逐漸削弱的正弦曲線,。
激光整平機(jī)是一種以發(fā)射氣發(fā)射的激光為基準(zhǔn)平面,經(jīng)過激光整平機(jī)上的激光接收氣實(shí)時(shí)操控整平頭,,然后完成混凝土高精度,、快速整平的設(shè)備。
激光整平機(jī)是根據(jù)現(xiàn)代工業(yè)廠房,、大型商場,、貨倉及其他大面積水泥混凝土地上等對地上質(zhì)量如強(qiáng)度、平整度,、水平度等越來越高的需求而研發(fā)的。運(yùn)用精細(xì)激光整平機(jī)鋪?zhàn)⒄降乃嗷炷恋厣?,較按慣例辦法所鋪?zhàn)⒌牡厣腺|(zhì)量要好得多——地上平整度及水平度進(jìn)步3倍以上,,密實(shí)度及強(qiáng)度進(jìn)步20%以上。一起還可以進(jìn)步工效超越50%,,并節(jié)約約35%的人工,。此外,它能簡單地鋪?zhàn)⒏邚?qiáng)混凝土,、低坍落度混凝土和纖維泥凝土,。其激光體系裝備多種主動操控元件,,以每秒10次的頻率實(shí)時(shí)監(jiān)測整平頭的標(biāo)高,保證鋪?zhàn)⒌牡厣掀秸群退蕉鹊玫接杏玫牟倏?。一起,,其?qiáng)力振蕩器振蕩頻率達(dá)4000次/分鐘,,保證混凝土振搗密實(shí),,使整個(gè)鋪?zhàn)⒌幕炷粱w均質(zhì),、致密,。
激光發(fā)射氣發(fā)生旋轉(zhuǎn)激光,,激光整平機(jī)上自帶的激光接收氣接受到信號,,由激光測控體系進(jìn)行剖析,其誤差會反饋給激光整平機(jī)上聯(lián)絡(luò)的計(jì)算機(jī)操控體系,,左右線性執(zhí)行機(jī)構(gòu)將調(diào)整刮板的高度,保證整平精度,。
激光整平機(jī)是用刮板將高出的混凝土帶走并開始刮平,,到達(dá)設(shè)計(jì)要求的標(biāo)高。液壓驅(qū)動振蕩馬達(dá)發(fā)生轟動,,頻率為4000次/分鐘,,帶動整個(gè)振蕩板一起對混凝土發(fā)生振搗。激光攤鋪機(jī)找平不需要拉操控線,,也不需要支側(cè)模板來操控地上標(biāo)高,,而由激光整平機(jī)上的激光測控體系實(shí)時(shí)操控,只需激光發(fā)射氣不受干擾,,無論激光整平機(jī)移動到哪里,,都能保證鋪筑后的地上全體上的標(biāo)高不受影響,。






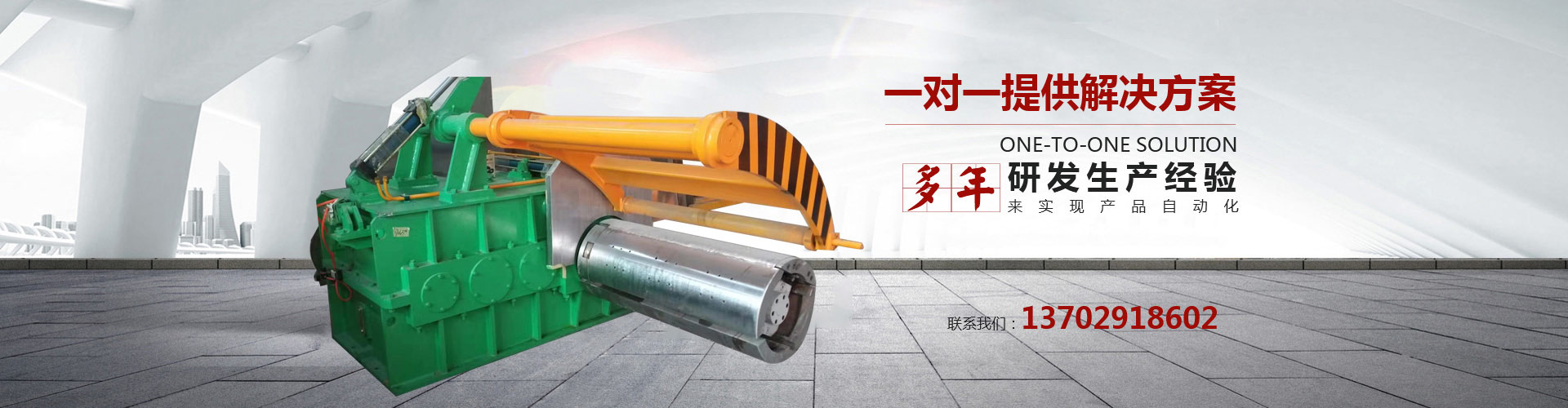
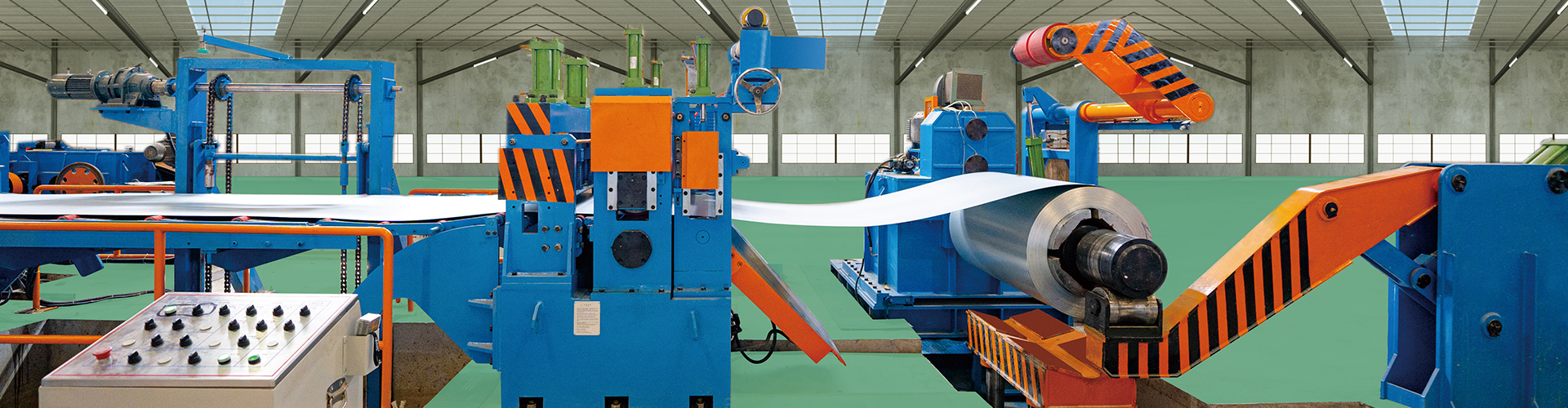
沖壓制造行業(yè)所需的材料,為了方便運(yùn)送,,需先將長扁型片材卷曲成圓筒狀,。而當(dāng)卷料運(yùn)至客戶工廠使用時(shí),因其存在較大的內(nèi)應(yīng)力無法直接用來沖壓生產(chǎn),,必須先由材料架來開卷,,然后用整平機(jī)予以整平,后由送料機(jī)送入沖床中以完成整個(gè)沖壓生產(chǎn),,因此整平機(jī)成為了沖壓自動化生產(chǎn)必備設(shè)備之一,,而根據(jù)客戶材料厚度的不同,,整平機(jī)又分為厚板整平機(jī)、半截式整平機(jī)(即常說的材料矯正機(jī)),、精密整平機(jī)、超精密整平機(jī)這幾種,。
沖壓客戶所使用的材料厚度以0.1-3.0mm這個(gè)區(qū)間的為較多,,因此半截式整平機(jī)、精密整平機(jī)成為了整個(gè)沖壓行業(yè)使用較多的整平設(shè)備,,這兩種整平機(jī)其基本原理是相同的,,即通過電氣控制其運(yùn)轉(zhuǎn),通過感應(yīng)來實(shí)現(xiàn)機(jī)器的啟動和停止,,其整平的效果主要靠上下滾筒同步傳動,,并調(diào)整上下滾筒間的間隙來達(dá)到整平效果。
在使用上,,鋼板整平機(jī),,相比精密整平機(jī)而言,半截整平機(jī)其主要的缺點(diǎn)在于整平調(diào)節(jié)上,,該整平機(jī)之上設(shè)置有對正箭頭與刻度表,供目視調(diào)整其箭頭對準(zhǔn)刻度表的某一位置時(shí)即對準(zhǔn),,當(dāng)調(diào)整手輪時(shí),,以其手輪上的箭頭對其刻度盤上的刻度,當(dāng)?shù)竭_(dá)某一刻度時(shí)即為對準(zhǔn)的狀態(tài),,整平機(jī)原理,, 然于調(diào)整時(shí),以其箭頭對準(zhǔn)刻度的方式在每個(gè)人的習(xí)慣上均有不同,,如有的認(rèn)為對準(zhǔn)刻度的中央才算有對準(zhǔn),,有些人則認(rèn)為只要對準(zhǔn)刻度線即可,所有可說其誤差相當(dāng)大,,再加上操作者的操作目視角度及目視誤差,,對操作者來說相當(dāng)不利于操作,。另外,,該對準(zhǔn)箭頭與刻度的方式在操作時(shí),常有多調(diào)幾次即過頭的情形,,須再來回調(diào)上數(shù)次方能對準(zhǔn)刻度,熟手也常發(fā)生,,對生手操作情況更為嚴(yán)重,,調(diào)整起來相當(dāng)費(fèi)時(shí),。
而精密整平機(jī)將原有的刻度尺調(diào)節(jié)改為四點(diǎn)單一式微調(diào),當(dāng)不平整的板材由上下滾筒中間穿過時(shí),,可迅速轉(zhuǎn)動微調(diào)裝置,,使其目視微調(diào)結(jié)構(gòu)上的刻度對應(yīng)固定座筒刻度及旁側(cè)的高精度百分表指針到達(dá)預(yù)設(shè)的位置,調(diào)整快速,、對準(zhǔn)準(zhǔn)確,、整平精度得到了極大的提升。


掃一掃手機(jī)網(wǎng)站







 在線客服
在線客服 13702918602
13702918602
